ارتقاء کیفیت پرینت در پرینتر رزینی
ارتقاء کیفیت پرینت در پرینترهای سه بعدی رزینی
ارتقاء کیفیت پرینت در پرینتر رزینی با ما همراه باشید: پرینترهای سه بعدی رزینی و یا همان چاپگرهای سه بعدی SLA/DLP/LCD از پرکاربردترین پرینترهای سه بعدی هستند که با استفاده از آنها می توان قطعات و مدل های سه بعدی بسیار دقیق و حساس، بسیار پیچیده و با جزئیات بسیار ظریف را چاپ و یا تولید نمود.
این نوع پرینترهای 3 بعدی دارای مزایای بسیار زیادی هستند و همین موضوع باعث شده است تا تعداد کاربران آن بصورت تصاعدی رشد نماید ولی علیرغم مزایای آنها، عدم آشنایی به اصول و نکات اسلایس کردن و یا برش زنی و مهارت در کار با این دستگاه ها می تواند باعث کیفیت پرینت سه بعدی و یا خراب شدن قطعه در حال پرینت شود.
به عبارت دیگر، نوع مواد مصرفی، کیفیت قطعات و تجهیزات پرینتر سه بعدی، نحوه مدل نمودن مدل سه بعدی و در نهایت نحوه اعمال تنظیمات پرینت در نرم افزار اسلایسر بر کیفیت پرینت 3 بعدی تاثیر بسیار زیادی دارد. به همین در این مقاله سعی شده است تا برخی از نکات کلیدی و مهم مربوط به تنظیمات پرینت سه بعدی آورده شود تا شما عزیزان بتوانید با بکارگیری این نکات کیفیت پرینت را بطور چشمگیری ارتقاء دهید.
ضخامت لایه ها
همانطور که اطلاع دارید همانند تمامی دستگاه های چاپگر سه بعدی، ضخامت لایه های پرینت تاثیر بسیار زیادی بر کیفیت مدل سه بعدی در چاپگرهای سه بعدی رزینی دارد. ضخامت لایه های پرینت هم چنین تاثیر مستقیمی بر زمان پرینت و کیفیت پرینت سه بعدی دارد. در پرینترهای سه بعدی رزینی، تعداد لایه های پرینت تعیین کننده سرعت پرینت و در نتیجه زمان انجام چاپ سه بعدی است.
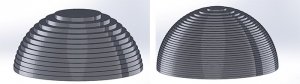
هر چقدر ضخامت لایه های پرینت کمتر و یا به عبارت دیگر هر چقدر لایه های پرینت نازک تر باشد، به همان اندازه زمان پرینت سه بعدی بیشتر خواهد بود. استفاده از لایه های نازکتر باعث افزایش کیفیت سطح پرینت و در نتیجه قابل مشاهده شدن جزئیات بیشتر مدل در راستای ارتفاع خواهد شد. همانطور که در شکل زیر مشاهده می کنید مدل با ضخامت لایه های نازکتر (شکل سمت راست) از کیفیت بسیار بالاتری نسبت به مدل با ضخامت لایه بالاتر (سمت چپ) دارد.
در تمامی دستگاه های پرینتر سه بعدی، دقت ضخامت لایه ارتباط مستقیمی با تجهیزات و تکنولوژی بکار رفته در ساخت محور حرکتی دستگاه پرینتر سه بعدی دارد و به همین دلیل دستگاه های نمونه سازی با دقت های مختلفی در بازار عرضه می شود. بطور معمول، ضخامت لایه در دستگاه های پرینتر سه بعدی با کسری از میلیمتر و یا به عبارت دیگر میکرون سنجیده می شود.
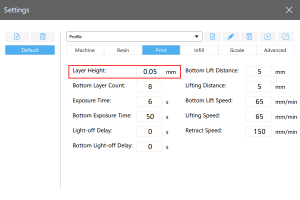
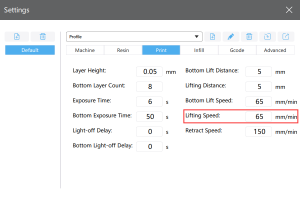
بیشترین دقت لایه های پرینت سه بعدی در دستگاه های چاپگر سه بعدی با تکنولوژی FDM در محدوده 50 الی 150 میکرون است ولی این مقدار در چاپگرهای رزینی در محدوده 10 الی 100 میکرون است. و کاربر می تواند این ضخامت لایه را بر اساس نیاز خود و نوع مدل سه بعدی در نرم افزار اسلایسر تنظیم نماید. همانطور که در شکل زیر نشان داده شده است این تنظیمات در نرم افزار چیتوباکس نیز وجود دارد و شما می توانید.
ضخامت لایه مورد نظر خود را در قسمت مربوطه وارد نمائید. در صورتی که اطلاعات زیادی در مورد مقدار دقیق و مورد نیاز خود ندارید، می توانید از روش سعی و خطا آن را بدست بیاورید و برای شروع کار می تونید از مقدار 50 میکرون استفاده نمائید.
زمان پخت و یا زمان جامد سازی رزین
قدرت نور یو وی (UV) تابانده شده و مدت زمان پخت و یا جامد سازی تاثیر بسیار زیادی بر کیفیت پرینت سه بعدی دارد. مدت زمان پخت و یا مدت زمان جامد سازی در اصل مدت زمان تابش نور یو وی جهت ایجاد یک لایه پرینت در حین پرینت سه بعدی است. در دستگاه های پرینتر سه بعدی رزینی مختلف، مدت زمان جامد سازی و قدرت نور تابانده شده متفاوت است و علاوه بر آن مدت زمان پخت به نوع رزین مصرفی نیز وابسته است و همین عوامل نشاندهنده اهمیت این پارامتر است.
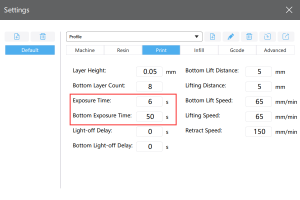
در پرینترهای سه بعدی رزینی، دو نوع زمان جامد سازی و یا زمان پخت شامل زمان پخت لایه زیرین و یا لایه اول و زمان پخت لایه های دیگر وجود دارد که می بایست بصورت جداگانه تنظیم شوند. همانطور که در شکل زیر مشاهده می کنید مدت زمان پیشفرض برای جامد سازی لایه اول و سایر لایه های پرینت در نرم افزار چیتوباکس به ترتیب 6 ثانیه و 50 ثانیه تعریف شده است. این مقادیر می تواند توسط کاربر و بر اساس نوع رزین مصرفی و همچنین توان نور یو وی تغییر کند.
معمولاً توصیه می شود مدت زمان پخت لایه اول 8 تا 12 برابر مدت زمان پخت لایه های دیگر تنظیم شود. دلیل زیاد بودن مدت زمان پخت لایه اول، افزایش چسبندگی لایه اول به صفحه ساخت و همچنین جامد سازی کامل لایه اول است. در صورتی که چسبندگی لایه اول پرینت به صفحه ساخت کم باشد، می توانید مدت زمان پخت را زیاد نمائید. هر چقدر مدت زمان تابش نور در لایه اول زیادتر باشد به همان اندازه استحکام آن زیادتر و چسبندگی بیشتر خواهد بود. در صورتی که با زیاد کردن زمان پخت لایه اول هنوز چسبندگی لایه اول به صفحه ساخت کافی نبود می توانید از روشهای دیگر جهت افزایش چسبندگی استفاده کنید.
سرعت بالا کشیدن
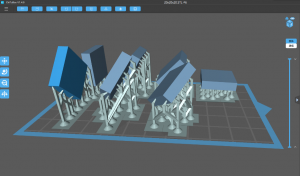
اصطلاح بالا کشیدن در پرینترهای سه بعدی رزینی با تکنولوژی از پائین بالا به عمل بالا رفتن صفحه ساخت در بین پرینت هر لایه گفته می شود. در واقع بعد از پرینت هر لایه، صفحه ساخت به مقدار معین و از پیش تعریف شده ای به سمت بالا حرکت می کند تا رزین برای پرینت لایه بعدی فراهم گردد.
سرعت بالا کشیدن صفحه ساخت یکی از عواملی است که تاثیر زیادی بر کیفیت پرینت سه بعدی دارد. در صورتی که سرعت بالا کشیدن زیاد باشد احتمال شکستگی قطعه و همچنین از هم گسستگی ساپورت ها وجود خواهد داشت. از آنجایی که هر لایه پرینت شده به فیلم FEP می چسبد، نیرویی جهت جدا کردن آن از فیلم فپ باید اعمال شود و در صورتی که این کار با سرعت بالایی انجام شود چسبندگی بین لایه پرینت شده و ورق فپ می تواند باعث شکستگی قطعه و یا ساپورت ها شود.
با کم کردن سرعت بالا کشیدن می توان مانع از بروز چنین خطاهایی شد ولی این کار باعث زیاد شدن زمان پرینت می گردد که شاید از نظر زمانی به صرفه نباشد. لذا این سرعت باید به صورت دقیق و متناسب با نوع رزین و میزان چسبندگی رزین تنظیم گردد. در نرم افزار پرینتر سه بعدی چیتوباکس مقدار پیش فرض این سرعت برابر 65 میلیمتر بر دقیقه است. هرگونه تغییر در این سرعت باید با در نظر گرفتن میزان کیفیت پرینت و زمان پرینت انجام شود.
جهت مدل سه بعدی
جهت مدل سه بعدی تاثیر بسیار زیادی بر کیفیت سطوح پرینت دارد و این موضوع باید به دقت بررسی شده و جهت مناسب پرینت انتخاب شود. به عنوان مثال، تغییر ناگهانی سطح مقطع لایه پرینت از مقدار کوچک به مقدار زیاد باعث اعمال نیروی زیاد به لایه پرینت سه بعدی شده کوچک قبلی شده و شکل آن را تغییر خواهد داد. هرگونه تغییر فرم در شکل لایه های پرینت 3 بعدی شده باعث تغییر فرم کلی قطعه می گردد.
تغییر ناگهانی سطح مقطع لایه های پرینت علاوه بر تاثیر بر شکل کلی قطعه باعث می شود تا رد خطوط پرینت بر روی مدل سه بعدی به خوبی مشخص شود. لذا توصیه می شود جهت مدل با دقت هر چه بیشتری انتخاب گردد. توجه داشته باشید که تغییر جهت مدل سه بعدی می تواند بر تعداد لایه های پرینت و در نتیجه زمان پرینت تاثیر زیادی داشته باشد.
ضد پله ای شدن و یا ضد الیاسینگ (Aliasing)
الیاسینگ اثر راه پله ای است که گاهاً بر روی مدل چاپ سه بعدی شده دیده می شود و معمولاً زمانی رخ می دهد که خطوط و یا حاشیه های مورب و یا منحنی شکل روی نمایشگرهای رستری متشکل از پیکسل های مربعی و مستطیلی شکل بگیرند. در این حالت خطوط منحنی و مورب به صورت پله ای پرینت خواهند شد.
جهت جلوگیری از این اتفاق، گزینه ای به نام ضد الیاسینگ (Anti-aliasing) در نرم افزار پرینتر سه بعدی CHTUBOX در نظر گرفته شده است که خطوط مورب و منحنی شکل روی مدل سه بعدی را کم کرده و باعث افزایش کیفیت سطوح پرینت می شود.
در نرم افزار چاپگر سه بعدی چیتوباکس این عمل در سه سطح 2، 4 و 8 قابل انجام است. با انتخاب هر کدام از این سطوح، نرم افزار با استفاده از الگوریتم خاص خود خطوط مورد نظر را شناسایی نموده و آنها را اصلاح می نماید و بدین ترتیب کیفیت سطح بطور چشمگیری افزایش می یابد. با مقایسه دو شکل زیر می توانید تاثیر قابلیت ضد الیاسینگ و یا ضد پله ای شدن را بر کیفیت پرینت سه بعدی ببینید.


دیدگاهتان را بنویسید
می خواهید در گفت و گو شرکت کنید؟خیالتان راحت باشد :)