
ساپورت های چاپگر سه بعدی رزینی
شش اصل کلیدی ساپورت های چاپگر سه بعدی رزینی
اکثر کسانی که از چاپگر سه بعدی SLA به سبک “از پایین به بالا” استفاده می کنند، دچار مشکل می شوند. این زمانی اتفاق می افتد که بعد از چاپ سه بعدی رزینی به جای شی ء مورد نظر، فقط ساپورت روی صفحه ساخت دریافت می کنند. در این مقاله ما به چاپگر سه بعدی SLA می پردازیم.
این مشکل بیشتر برای مبتدیان رایج است اما برای کاربران با تجربه پرینت سه بعدی نیز غیر معمول نیست. یأس و سرخوردگی در نتیجه این اتفاق ممکن است یک چاپگر سه بعدی با رزین خوب را به سطل زباله بفرستد. با این حال، با درک دلایل اصلی این پدیده می توان به راحتی تکنیک های ساده را تطبیق داد و از این موضوع خلاص شد. بنابراین، اجازه دهید با جزئیات بیشتری در رابطه با این مسله بحث کنیم.
مقاله شکل اتصال ساپورت ها به مدل سه بعدی در پرینترهای سه بعدی رزینی با تکنولوژی SLA/DLP/LCD می تواند در یادگیری بیشتر به شما کمک کند.
چرا در چاپگر سه بعدی رزینی به ساپورت نیاز دارید؟
قبل از اینکه به این موضوع بپردازیم، بهتر است در مورد اینکه چرا در درجه اول از ساپورت، در چاپگر سه بعدی رزینی UV استفاده می شود بحث کنیم. در اینجا مجال آن نیست که همه موارد ذکر شود، اما ما مهمترین آنها را بر اساس آموخته های خود لیست کردیم.
پیش آمدگی ها:
بدیهی است که شما به ساپورت، از سازه های پیش آمده نیاز دارید. این امر نه تنها در SLA بلکه در اکثر فناوری های چاپ سه بعدی رایج است.
بسیار متداول است که لایه های اولیه شی ء چاپ شده سه بعدی را برای چسبندگی بهتر برای ساخت صفحه، بیش از حد مراقبت کنیم. با این حال، به دلیل افزایش زمان نوردهی، خطوط لایه قابل مشاهده و قسمت های ضخیم تر در پایین ایجاد می شود. برای جبران این امر، شی ء بر روی لایه و ساپورت متصل می شود.
حفظ سطح مقطع یکنواخت هنگام استفاده از جهت گیری:
حفظ انتقال یکنواخت سطح مقطع لایه ها بسیار مهم است. این امر به جلوگیری از ایجاد خطوط لایه قابل مشاهده کمک می کند. برای دستیابی به این هدف، از جهت گیری های مختلف استفاده کنید. معمولاً هنگام استفاده از آن جهت ها، برای نگه داشتن شی ء در محل به ساپورت نیاز دارید.
برای رسیدن به ابعاد مناسب، حتی پرطرفدارترین چاپگرهای سبک از پایین به بالا مانند Photon ، Wanhao ، Peopoly Moai دارای سینی رزین FEP یا PDMS هستند. پس از مراقبت هر لایه نیروهای جداسازی از FEP یا PDMS فشار زیادی بر شی ء چاپ شده وارد می کنند. این می تواند تغییر شکل های مختلف، ابعاد نادرست، اشکالات و … باشد. با حمایت از نقاط حساس تر جسم، می توانید احتمال خرابی را کاهش دهید.
بنابراین، هنگامی که همه عوامل را در نظر می گیرید، ممکن است مجموعه ای از ساپورت ها را در اطراف شی ء داشته باشید.

چاپگر سه بعدی رزینی به ساپورت نیاز دارید
خطرات و مشکلات احتمالی:
با استفاده از تکنیک های قبلی چاپ سه بعدی رزینی که در آن یک شی ء کامل را روی ساپورت ها قرار می دهید، احتمال خرابی نیز وجود دارد. جدا از بسیاری از پارامترهای مربوط به پشتیبانی فردی، پارامتر اصلی معمولاً قطر نوک آن است.
حفظ سطح مقطع یکنواخت هنگام استفاده از جهت گیری
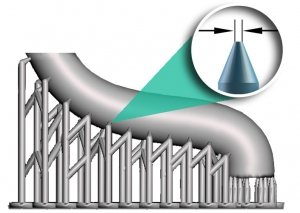
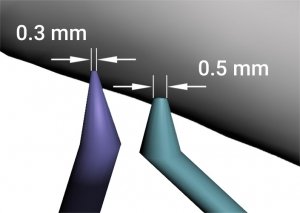
قطر نوک کوچکتر (معمولاً کمتر از 0.3 میلی متر) باعث می شود تکیه گاه ها راحت تر برداشته شوند و آثار کمتری روی سطح باقی بماند، اما ضعیف تر است. برعکس، تکیه گاه های ضخیم (معمولاً بزرگتر از 0.4 تا 0.5 میلی متر) قوی تر هستند ولی پس از برداشتن، آثار قابل مشاهده ای به جا می گذارند.
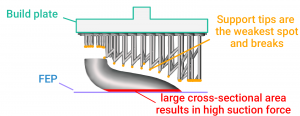
ضعف نوک ساپورت معمولاً ناشی از عملکرد اصلی چاپ سه بعدی رزین از پایین به بالا است. یعنی لایه برداری لایه جدید از فیلم FEP. نیروها در حین حرکت لایه برداری، زیاد هستند. آنها به سطح مقطع لایه تازه بستگی دارند: هرچه این ناحیه بزرگتر باشد، نیروهای لایه برداری بیشتری وجود خواهد داشت.
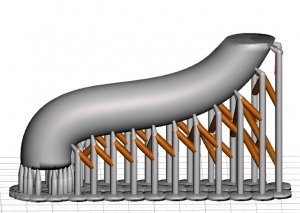
و در اینجا لحظه کلیدی فرا می رسد. اگر در حین چاپ لایه ای از شی ء، نیروهای لایه برداری از FEP بسیار بیشتر از نیروهای نگهدارنده یک جسم بر روی تکیه گاه آن باشند، دچار خرابی می شود. به خاطر داشته باشید که اغلب جلسات چاپ سه بعدی می تواند شامل هزاران لایه جداگانه باشد و هر یک از آنها بر روی تمام لایه های چاپ شده قبلی فشار وارد کند. تصویر را ببینید.
خطرات و مشکلات احتمالی پرینترهای سه بعدی رزینی
این همان چیزی است که می خواهیم از آن اجتناب کنیم. بیایید به چند راه حل احتمالی بپردازیم.
اصول کلیدی ساپورت های چاپ سه بعدی رزین
با توجه به دلایلی که قبلاً برای این موضوع ذکر شد، طبیعی است که راه های ممکن برای حل این مشکل ارائه شود. می توان تصور کرد که افزایش تراکم تکیه گاه ها یا قطر نوک همیشه به جلوگیری از خرابی کمک می کند. این تا حدی درست است، اما پاسخ به این سادگی نیست.
همچنین لازم به ذکر است که اکثر مردم بر اساس تجربیات گذشته و ترجیحات شخصی راه خود را انتخاب می کنند. در اینجا هیچ راه کلی یا صحیحی وجود ندارد. هر چاپ سه بعدی تا حدودی منحصر به فرد است و برای دستیابی به میزان موفقیت بالا نیاز به برنامه ریزی دقیق دارد. بنابراین، ما تجربه و دستورالعمل های خود را که می تواند مورد استفاده قرار گیرد، به اشتراک می گذاریم. بیایید راه حل ها را از دیدگاه های مختلف بررسی کنیم.
1. نکات ساپورت ضخیم تر
معمولا ما تکیه گاه های ضخیم تری توصیه می کنیم، یعنی به طور متوسط 0.4-0.5 میلی متر، (معمولاً 0.2-0.3 میلی متر تکیه گاه نازک تر نامیده می شود). بر اساس تجربه، اگر کسی بخواهد با سرعت بالا (مانند مواردی که توسط Photon استفاده می شود) سریع چاپ کند، ساپورت با نوک ضخیم تر راهی مطمئن تر است.این لزوما به این معنا نیست که شما فقط باید چند تکیه گاه ضخیم تر قرار دهید و با آن کار را تمام کنید. ما آموختیم که چاپ سه بعدی رزینی به منظور دستیابی به میزان موفقیت استثنایی و کیفیت فوق العاده نیاز به ساپورت زیادی دارد. بنابراین، شما باید ساپورت را با چگالی تنظیم کنید.
نکات ساپورت ضخیم تر
با این وجود، برخی شرایط هنوز به ساپورت بسیار نازک نیاز دارد. اینها معمولاً پیش آمدگی های بسیار پیچیده ای از مدل ها هستند. در چنین شرایطی، شما هیچ گزینه دیگری ندارید. اکنون نگاهی به سایر استراتژی های زیر بیندازید و سعی کنید آن ها را در چنین شرایطی به کار بگیرید تا شانس موفقیت خود را افزایش دهید.
2. تراکم زیاد/متوسط ساپورت ها
اگر از ساپورت ها استفاده می کنید، همیشه علائم سطحی قابل مشاهده خواهید داشت. پس چرا از ساپورت بیشتر استفاده نمی کنید؟ اگر برنامه شما این است که سطح صاف داشته باشید، سنباده زنی لازم است. بنابراین، با افزودن ساپورت های اضافی، سنباده زنی زیادی لازم نیست، اما افزایش میزان موفقیت شما می تواند چشمگیر باشد. همچنین، می توانید جهت گیری خود را طوری تنظیم کنید که سطح با کمترین اهمیت نیز به شدت ساپورت شود. به یاد داشته باشید که با افزایش تراکم، مصرف مواد را نیز افزایش می دهید و برداشتن ساپورت ها گاهی اوقات مشکل خواهد بود.
FEP
3. از نرم افزار مناسب استفاده کنید
کیفیت ساپورت تا حد زیادی به نرم افزار انتخابی شما بستگی دارد. برنامه هایی مانند Meshmixer ، Chitubox یا Lychee به شما امکان می دهد تقریباً همه پارامترهای پشتیبانی را تغییر دهید. با امتحان گزینه های مختلف پیکربندی و اجرای آزمایشات، می توانید به راحتی راهی را پیدا کنید که برای تنظیمات شما بهترین کار را می کند.
به یاد داشته باشید که لازم نیست به نرم افزار اصلی چاپ سه بعدی که توسط سازنده تجهیزات ارائه می شود پایبند باشید. می توانید STL خود را به سایر بسته های نرم افزاری وارد کنید، ساپورت اضافه کنید، فایل STL به روز شده را صادر کرده و از آن در نرم افزاری که دستگاه شما را اجرا می کند استفاده کنید.
یک نکته مهم:
هرگز به طور کامل به تولید ساپورت خودکار تکیه نکنید! تقریباً همه این عملکردها کامل نیستند و می توانند به عنوان نقطه شروع استفاده شوند، اما تجزیه و تحلیل بیشتر و تنظیم دستی باید انجام شود. این بسیار مهم است.
4. ساپورت های متصل به هم
این امر اغلب نادیده گرفته می شود. اگر از نرم افزارهای متفرقه استفاده می کنید، مراقب نرم افزارهایی باشید که به شما امکان می دهد به جای قرار دادن تک تک ساپورت ها، آنها را روی هم قرار دهید.
ساپورت های متصل بهم
چنین ارتباطی بین ساپورت ها تا حد زیادی شانس خرابی ساپورت را کاهش می دهد. این تکنیک مجموعه محکم تری از پایه های اولیه و ثانویه تولید می کند که کمتر مستعد شکستن و خرابی هستند. با این حال، این امر منجر به مصرف بیشتر رزین می شود.
5. خواص رزین SLA UV را در نظر بگیرید
انتخاب رزین در اینجا نیز موضوع مهمی است. ما آموختیم که اگر می خواهید به جزئیات یک شی ء با کمترین تعداد ساپورت برسید، رزین های سخت تر بهتر کار می کنند. چنین رزین هایی مانند AMD-3 LED به طور خاص برای مدل های چاپ سه بعدی با جزئیات پیچیده طراحی شده است، که نیاز به ساپورت دقیق و نوک کوچک دارد.
رزین های سخت تر چاپ SLA سه بعدی در حین جداسازی لایه از فیلم FEP به شدت خم نمی شوند. چنین استحکامی تضمین می کند که حتی کوچکترین ویژگی های مدل نیز حفظ می شود.
از سوی دیگر، رزین هایی که خاصیت انعطاف پذیری دارند ممکن است تاکتیک های متفاوتی نیاز داشته باشند. چنین رزین هایی با پشتیبانی بیشتر و نوک های ضخیم تر به منظور جبران انعطاف پذیری آنها در طول چاپ سه بعدی، بهتر عمل می کنند. علاوه بر این، اگر آن را با ساپورت به هم متصل کنید، می توانید میزان موفقیت بالا با کیفیت چاپ برجسته را بدست آورید.
FEP .6 با کیفیت بالا
ما آموختیم که فیلم جدید FEP عملکرد بهتری نسبت به فیلمی که مدتی استفاده شده است دارد. وقتی انتظار چاپ سه بعدی آسان را داشتید ولی خرابی های غیر منتظره مشاهده کردید، ، فیلم FEP خود را بررسی کنید. اگر خراشیده، تاریک یا پیچ خورده است آن را تعویض نمایید. همچنین به یاد داشته باشید که از FEP خود با استفاده از کاردک سیلیکونی مراقبت کنید و از هرگونه ابزار تیز خودداری کنید.
FEP
منبع: ameralabs


دیدگاهتان را بنویسید
می خواهید در گفت و گو شرکت کنید؟خیالتان راحت باشد :)